
Mould Flow Analysis
Historically, a toolmaker or designer would look at the component to be produced, he would decide how many cavities are required in the tooling to support the volume and price objectives of the project, and then he would have placed the water-cooling circuits in whatever space was left in the tool bolsters. Likewise, he would look at the feed system, and aim on the safe side and put in large oversize runners and sprues, such that he could guarantee that plastic would flow from the nozzle to the cavities. Gate sizing was also a fudge between the need to get the plastic into the cavities, but without being so big that the gate scar becomes an issue. The thought process used to be, keep the gate small because it's easier to open it up if the moulder struggles to fill the cavities.
What's wrong with this approach, it worked in the past?
Firstly, by placing the water-cooling circuits in the spaces that are left in the bolster, it is unlikely that this important part of the moulding process will efficiently and uniformly cool the product. This means that cycle times are longer than they might otherwise need to be, and bluntly, time is money. It means that if a moulding is not uniformly cooled, internal stresses are set up in the component, which can lead to premature failure of the part in the field, leading to maintenance and repair claims that cost money and can significantly impact on the good name of your business.
By specifying "oversize" runners and sprue, there is an obvious waste of raw material (it can be re-processed, but there is a cost to this, it's not a free lunch), but also there can be cycle time issues. It is not uncommon to find that with a large sprue and runners, the cycle time is adversely effected because the cycle time is controlled by having to wait for the feed system to cool down sufficiently to allow it to be ejected from the tool, this notwithstanding that the product could have been ejected some time before.
If the correct gate size is not calculated appropriately, there is a very real risk that the plastic material can be damaged as it enters the cavity. Too small a gate size increases the amount of sheer that the plastic is subject to as it passes through the gate. This sheer effect on the plastic causes a dramatic rise in the temperature of the plastic, and this in turn can cause the plastic to degrade, giving off volatile elements that inhibit the free flow of the plastic in the cavity, leading to defects in the moulded parts and in some instances failure of the tooling.
To overcome these issues, a moulder will often reduce the speed of flow of plastic into the cavity, but this induces cooling stresses in the moulded component similar to those of inadequate water-cooling described above.
Call us to talk about your specific tooling and moulding requirements on 01280 701 335. Plasmotec have a proven track record of assimilating "orphaned" tooling from other moulders, even where the mould in question may have been a "problem child" to the previous moulder.
Mould Flow Analysis is a powerful tool in the hands of the product and tool designers, allowing the interrogation of a design, in a virtual environment, well before any metal is cut. This contrasts significantly with the historic approach of of a trial and error type approach to the design process. By reducing or even eliminating the "error" part of the process of achieving a working product, time and costs can be saved.
The historic approach to product design required significant skills and experience, combined with an element of "educated luck" to get a new design from concept to full production. Because of this, designers tended to play safe and reproduce designs that had worked in the past. The advent of powerful and accessible desk-top computer packages has given the designer the freedom to open up the window and to be able to do this with some confidence of success.
Even for a reasonably simple straight forward product, the use of Mould Flow Analysis allows the tool designer to optimise the feed and cooling systems on the tooling before the toolmaker even starts work on the tool.
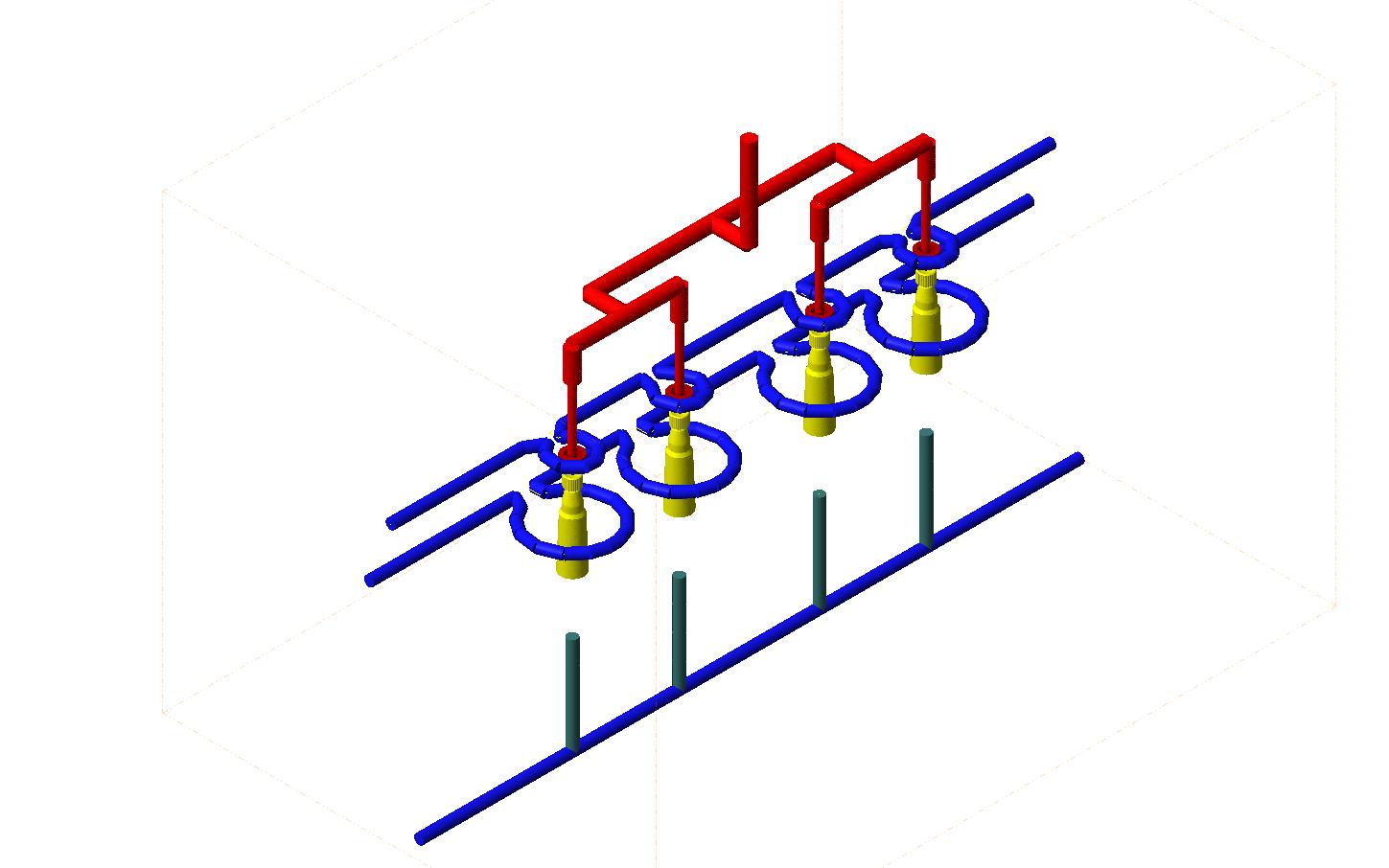
Details of a four cavity hot tip fed tube mould - the feed system is in red, the water cooling lines are in blue and turquoise, and the tube components are in yellow.
Why does all this matter to you the customer?
The efficient manufacture of the moulded part and the tooling from which it is made, will over time reduce the overall costs involved in the project, be that by reduction in cycle times, or minimisation of sprue weight, from that which might otherwise have been the case had Mould Flow Analysis not been employed.